Hutnění betonových směsí | Technologie betonu a betonových výrobků
Při výrobě prefabrikovaných železobetonových konstrukcí je velmi důležité zvolit takový způsob hutnění směsí, který zajistí výrobu výrobků požadované kvality s minimální pracností a časem. V praxi moderní tovární a sortimentní výroby prefabrikovaných železobetonových konstrukcí se používají tyto hlavní způsoby hutnění betonových směsí: vibrace, odstřeďování, válcování, lisování, hutnění; v některých případech – kombinované případy (odstřeďování, válcování atd.).
Vzhledem k účinnosti hutnění a jednoduchosti zařízení se vibrační hutnění stalo nejpoužívanější metodou v průmyslu prefabrikátů. Zhutňování betonových směsí vibracemi je založeno na jejich schopnosti měnit svou strukturní viskozitu při určitých smykových napětích, které je nutno udělit částicím, aby se začaly vůči sobě pohybovat. Při kmitání se do směsi přenášejí ve formě impulsů časté harmonické kmity vytvářené vibračními mechanismy, pod jejichž vlivem začnou její částice vykonávat souvislé kmitavé pohyby kolem své průměrné polohy. V důsledku prudkého poklesu tření a adheze mezi částicemi získává tuhá betonová směs vlastnosti „těžké“ kapaliny a stává se pohyblivou (tekutou). Částice betonové směsi, které jsou pod vlivem pouze své vlastní hmoty, se po sobě posouvají, jsou uloženy kompaktněji a vytlačují část vzduchu přítomného ve směsi směrem ven, což zajišťuje výrobu betonu požadované hustoty.
Tekutá směs získaná během vibračního procesu, dodržující hydrostatické zákony, vyvíjí tlak na stěny formy, což přispívá k lepšímu plnění bednění i při složitých obrysech. Po zastavení vibrací betonová směs ztrácí dočasně získanou pohyblivost a po zhutnění má větší strukturální pevnost než před vibracemi. Vlastnost betonových směsí po dosažení určitých smykových napětí přenášených na její částice přecházet z elasticko-plastického nebo viskózního stavu do stavu dočasné tekutosti a po odeznění vnějších vlivů se vracet do původního stavu se nazývá tixotropie.
Vibrace se používají ke zhutňování pouze tvrdých a málo pohyblivých směsí. U pohybujících se směsí se krátkodobá vibrace nepoužívá ke zhutňování, ale k mechanizaci jejího ukládání do forem, protože dlouhodobé vibrace způsobují stratifikaci směsi. Velikost smykového napětí, při kterém se směsi během vibrace stávají tekutými, souvisí s parametry vibrací: frekvencí a amplitudou vibrací.
Nedávné studie prokázaly, že účinnost vibrací je přímo závislá na takzvaném indikátoru intenzity, což je společná funkce rychlosti a zrychlení, úměrná síle toku energie vynaložené na vibrace. Pro kruhové vibrace lze tento indikátor I (cm 2 / s 3) vyjádřit jako součin rychlosti a zrychlení
Experimenty prokázaly, že indikátor intenzity vibrací pro většinu směsí používaných při výrobě železobetonových prefabrikátů je 80-300 cm2/s3. Indikátory intenzity vibrací doporučené „Pokyny pro trvání a intenzitu vibrací. “ (NIIZHB, 1968), při různých poměrech amplitudy a frekvence vibrací, zajišťující požadované zhutnění betonové směsi s danou zpracovatelností v relativně krátkou dobu, jsou uvedeny níže.
| Vztah mezi amplitudou a frekvencí vibrací při různých intenzitách vibrací (křivky stejné intenzity) |
 |
Hodnoty frekvence a amplitudy vibrací pro každou směs musí být vzájemně konzistentní tak, aby bylo zajištěno netlumené vibrace částic směsi při vibraci. Při znalosti optimální hodnoty intenzity vibrací pro každou směs je možné určit mezní hodnotu amplitudy odpovídající různým frekvencím, při kterých je dosaženo nejlepšího zhutnění směsi. Současně musí být amplituda vibrací v souladu s velikostí částic směsi. Jak se velikost agregátu zmenšuje, amplituda by se měla snižovat a frekvence vibrací by se měla odpovídajícím způsobem zvyšovat. Výzkum prokázal, že při největší velikosti agregátu 40 mm je optimální frekvence 33 Hz (2000 impulzů/min), s velikostí zrna 20 mm – 50 Hz (3000 impulzů/min) a maximální velikost kusu 10 mm – 100 Hz (6000 kol./min). Při hutnění jemnozrnných betonových směsí při tvorbě tenkostěnných konstrukcí je nejvhodnější vibrace o frekvenci 100-133 Hz, 6000-8000 pulsů/min.
Zvýšení frekvence kmitů nad doporučenou (při optimální amplitudě), i když to nevede ke zvýšení stupně zhutnění směsi, umožňuje zkrátit dobu trvání procesu a zvýšit akční rádius vibrátoru . Vzhledem k tomu, že zrna kameniva nemají stejnou velikost a hmotnost, měli byste se při vibrování snažit o různé frekvence vibrací: nižší pro zhutňování hrubého kameniva a vyšší pro jemné kamenivo. Za tímto účelem probíhá výstavba vícefrekvenčních vibračních mechanismů. Před jejich hromadnou realizací je nutné vzít hodnoty amplitudy a frekvence odpovídající průměrné velikosti a hmotnosti částic každé betonové směsi. V některých případech lze dvoufrekvenční vibrace provádět pomocí konvenčního zařízení. Například při výrobě panelů s vibračním zatížením může mít vibrační plošina nebo vibrační vložky jednu frekvenci kmitání a vibrační zatížení jinou.
Vlivem odporu vyvíjeného viskózní betonovou směsí se intenzita vibračních pulsů se vzdalováním se od míst jejich přímé aplikace postupně snižuje, proto je vypočtená amplituda kmitů vibračního mechanismu považována za vyšší než optimální pro směs. s přihlédnutím k koeficientu útlumu. Koeficient tlumení závisí především na viskozitě směsi a přijaté rychlosti vibrací. Pro každou betonovou směs se stanovenými parametry vibrací existuje kritická doba trvání vibrací, pod kterou pevnost betonu klesá a s jejím nárůstem se nezvyšuje.
Optimální trvání vibrací v konstantním režimu, v závislosti na vlastnostech betonové směsi, se bere rovna ukazateli zpracovatelnosti směsi, stanovenému pomocí technického viskozimetru a zvýšenému o 30 s. Přiřazení doby trvání vibrací při amplitudě vibrací odlišné od standardní (0,35 mm) při frekvenci vibrací 47 Hz (2800 impulzů/min) se provádí podle plánu, který zohledňuje prodloužení doby zhutňování o 30 s. Zkrácení doby vibrací lze dosáhnout zvýšením (do určité hranice) intenzity vibrací a vytvořením malého tlaku na povrch hutněné směsi pomocí závaží. Charakteristickými znaky ukončení procesu hutnění při vibracích je zastavení sedání směsi a výskyt cementového mléka na jejím povrchu.
| Závislost parametrů kmitání na tvrdosti směsi |
 |
Podle způsobu přenosu vibrací z vibrátoru do betonové směsi může být vibrace: objemová (plná nebo částečná), prováděná na vibračních plošinách se závažím nebo bez něj; vnitřní, prováděné vibračními vložkami (vibračními jádry), vibračními hřebeny a dělicími stěnami kazetových instalací; vnější (povrchové) vyráběné přenosnými plošinovými vibrátory, vibračními nástavci, vibračními polštářky, vibračními lamelami (vibračními nosníky), vibračními razníky a vibračními formami; kombinované (smíšené), kombinující několik metod vibrací.
Na základě principu činnosti se vibrátory rozlišují na elektromechanické, pneumatické a elektromagnetické. Elektromechanické a pneumatické vibrátory jsou díky jednoduchosti svých konstrukcí, provozní spolehlivosti a možnosti měnit parametry vibrací nejrozšířenější v betonárnách prefabrikátů.
- Konkrétní věda
- Technologie výroby prefabrikovaných železobetonových konstrukcí a dílů
- Obecné otázky výroby prefabrikátů
- Příprava betonových směsí
- Výroba maltových směsí
- Doprava betonové směsi
- Příprava výztuže
- Povrchová úprava
- Příprava forem, tvarování betonu a ošetřování výrobků
- Příprava formuláře
- Lisování produktu
- Pokládka výztuže a instalace vložených dílů
- Doprava a pokládka směsí
- Hutnění betonových směsí
- Hutnění betonové směsi při lisování výrobků
- Hutnění betonové směsi pomocí vibrátorů
- Klasifikace vibrátorů
- Konstrukce vibrátoru
- Charakteristika vibrátorů
- Pravidla pro pokládku a hutnění betonové směsi pomocí vibrátorů
- Vibrační lisování
- Objemové hutnění na vibrační plošině
- Vnitřní vibrační zhutnění
- Objemové vibrace se závažím
- Zhutňování povrchu pomocí vibračních razítek
- Hutnění ručními vibrátory
- odstřeďování
- Bezpečnostní opatření
- Urychlení tvrdnutí betonu
- Vytvrzování
- Dokončování betonových povrchů
- Odizolování, skladování a skladování hotových výrobků
- Kontrola kvality
- Vyztužování a tváření předpjatých výrobků
- Vlastnosti výroby různých typů betonových a železobetonových výrobků
- Betonování různých konstrukcí
- Betonářské práce v zimních podmínkách
- Výroba prefabrikovaných konstrukcí a dílů z lehkého betonu
- Výroba prefabrikátů z hutného silikátového betonu a betonu s bezslínkovým pojivem
- Výroba betonu a železobetonových výrobků na skládkách
- Obecná bezpečnostní pravidla a protipožární opatření na staveništi
0
Chcete -li přidat komentář, musíte být přihlášeni.

Arena LLC
Iževsk, sv. Majakovskogo 13
Email: Tato emailová adresa je chráněna před spamboty, abyste ji viděli, povolte JavaScript.
Telefon: (3412) 51-22 73-
Fax: (3412) 51 22–73
Obrázek ukazuje různé způsoby hutnění betonové směsi, používané v závislosti na konzistenci směsi. Pokud se konzistence odchyluje od zamýšlené ve směru rostoucí tuhosti (ve směru V1), není dosaženo požadovaného stupně zhutnění. V betonu zůstává příliš mnoho dutin, což negativně ovlivňuje jeho kvalitu. Při vychýlení směrem ke zvyšující se plasticitě (ve směru V5) dochází ke stratifikaci směsi.
Některé metody zhutňování umožňují různé rozsahy konzistence. Ponorné vibrátory a vibrační stoly tak mohou být použity v relativně širokém rozsahu plasticity, zatímco stříkání, odstřeďování a vakuování lze provádět pouze v relativně úzkém rozsahu konzistence. Z výpočtu množství recyklované betonové směsi vyplývá, že přednost se dává vibračnímu hutnění (80 %) Při výrobě prefabrikátů se používá lisování a válcování v kombinaci s vibračním hutněním. Litý a vakuovaný beton jsou stále ve fázi vývoje, zatímco odstředěný beton poněkud ustoupil do pozadí. Proto zde bude uvažováno pouze vibrační zhutňování.
Vibrační hutnění betonové směsi
Dříve byl stručně popsán vývoj technologie hutnění betonové směsi od pěchování a lití až po vibrační hutnění. Posledně jmenovaná metoda se v ojedinělých případech používala od roku 1911 při stavbě betonových povrchů vozovek, ale rozhodující impuls byl dán v roce 1926 po jejím uplatnění v železobetonových konstrukcích Základem byly Deigneaultovy závěry, že pohyblivost betonové směsi lze zlepšit ponořením budiče do ní. Tato metoda umožňuje zpracování tuhých a hrubozrnných směsí a zajišťuje vysokou pevnost betonu. Na základě četných studií byly vyvinuty vibrátory a metody vibračního zhutňování, i když teoretické aspekty stavu čerstvé betonové směsi a vibračního zhutňování nejsou stále dostatečně jasné. V poslední době se místo termínu “vibrační zhutňování” stále častěji používá termín “vibrační zhutňování”.
Obecné principy vibračního procesu Nejprve vyvstává otázka, co se děje se směsí při vibraci.
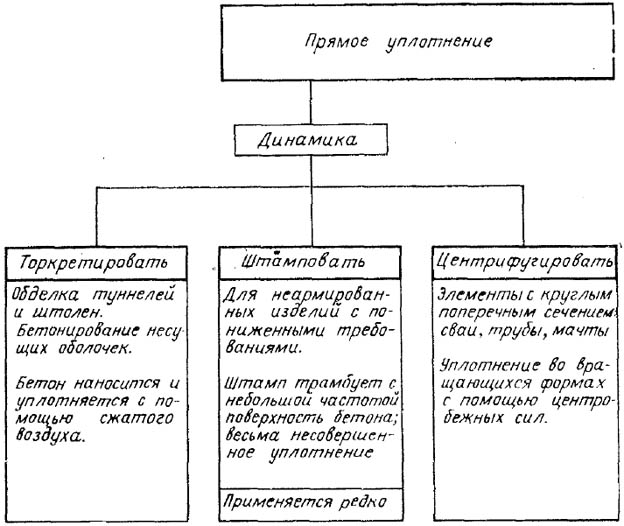
Rýže. Způsoby hutnění betonových směsí
Při zapnutí vibrátoru a vybuzení vibrací se směs začne pohybovat. Tření a adheze mezi částicemi kameniva obalenými cementovou pastou se znatelně sníží a viskozita cementového pojiva se znatelně sníží. Směs zpočátku rychle sedá díky zhutnění volně položeného materiálu a vytlačení vzduchu. Na konci první fáze se betonová směs chová jako viskózní kapalina, ustálí se určitá úroveň jejího povrchu a dosáhne se značného stupně zhutnění. S dalšími vibracemi jsou částice plniva uspořádány ještě hustěji a malé vzduchové bubliny jsou nadále vytlačovány. Když je vibrátor vypnutý (doba trvání vibrací je obvykle 20-180 s), tato dodatečná pohyblivost se ztrácí.
V extrémních případech může být při velmi tuhých směsích a speciálně zvoleném složení čerstvě připravený beton natolik stabilní, že jej lze z bednění odstranit bez výrazných deformací. Na druhou stranu zbytečné prodloužené kmitání plastických směsí vede k rozvrstvení směsi v důsledku plavení lehčí cementové malty a usazování hrubého kameniva (viz 3 1. Zkušený pracovník posuzuje dostatečné zhutnění podle postupného obohacování povrchu cementovou pastou a snižováním uvolňování vzduchových bublin). Mechanické vibrace potřebné pro vibrace jsou buzeny většinou rotační nevyvážeností. Méně používané jsou budiče elektromagnetické nebo pneumatické. Princip činnosti rotační nevyváženosti. Odstředivá síla P0 vznikající při jeho otáčení, nazývaná též rušivá síla vibrátoru, je tím větší, čím větší je hmotnost nevývažku m0 nebo jeho vzdálenost r0 od bodu otáčení (poloměr otáčení) a čím vyšší je počet otáček. Z toho plyne, že s malým průměrem palcátu (např. 38 mm) se dosáhne nepatrných budicích sil, protože do nich lze umístit pouze malé nevyváženosti s nevýznamnými poloměry otáčení.
Pro vyhodnocení vibračního procesu je nutné znát velikost amplitudy kmitání y a kmitočet kmitů. Ten zpravidla odpovídá počtu otáček vibrátoru. Tyto charakteristiky mají různý vliv na účinnost kmitání kmitání, tedy na intenzitu kmitání.
Frekvence kmitů ovlivňuje směs mnohem silněji než amplituda. Z toho vyplývá, že výkon vibrátoru je nutné zvýšit především zvýšením frekvence, zejména proto, že příliš vysoká amplituda způsobuje poškození forem a stratifikaci směsi.
Pokud jde o vlastní frekvenci oscilací zrn, teoretické studie ukázaly, že velké částice vstupují do rezonance při nízké frekvenci oscilací a malé částice při vysoké. Z hlediska technologie hutnění by bylo vhodné použít vibrátory polyfrekvenční, ale v praxi se používají vibrátory vysokofrekvenční V důsledku četných pokusů o snížení obou vibračních charakteristik na jediný parametr intenzity vibrací byly odvozeny ekvivalentní hodnoty – „relativní zrychlení“ a „intenzita“.
Při vibraci dochází k tlumení vibrací jak při přenosu bedněním a díly formy, tak ve směsi samotné, přičemž čím silnější je tlumení, tím měkčí je materiál bednění a formy a tím větší je sypkost a pórovitost směsi. Jakmile je zhutnění dokončeno, účinek útlumu a tím i akční rádius vibrátoru lze posoudit na základě velikosti sedání povrchu. Pokud je intenzita vibrací (při konstantní frekvenci a amplitudě) nižší, než je požadováno pro zhutnění, směs nebude dostatečně zhutněna. Tato minimální hodnota intenzity závisí na složení a konzistenci směsi. U plastových a dobře zhutněných směsí je to méně než u tuhých. Rovnoměrného zhutnění betonové směsi se nejlépe dosáhne rovnoměrným rozložením intenzity vibrací, i když není využit celý rozsah vibrátoru. Nebezpečné je nadměrné prodlužování trvání vibrací, protože to způsobuje rozvrstvení betonu v blízkosti vibrátoru a hutnění na vzdálenějších místech. Takto dosažené zvětšení akčního rádia je nevýznamné. Protože je velmi obtížné určit amplitudu vibrací betonové směsi pomocí měřicího zařízení, našly uvedené závislosti a charakteristiky uplatnění především v technologické přípravě výrobních linek a v teoretickém výzkumu. Aby mohl technik posoudit kvalitu zhutnění součásti nebo konstrukce, musí mít jednoduchá, pokud možno vizuální kritéria vyvinutá samostatně pro každou metodu zhutňování.
Z výše uvedeného lze vyvodit následující závěry:
— při vibraci dochází vlivem mechanických vibrací na betonovou směs k výraznému zlepšení její pohyblivosti, což umožňuje hutnit tuhé betonové směsi;
— výkon vibrátoru. Odhaduje se na základě excitační energie kmitů. Amplituda a frekvence vibrací působících na beton určují intenzitu vibrací;
— maximálního akčního poloměru vibrátoru je dosaženo, když se v důsledku útlumu intenzita vibrací stane minimem potřebným pro zhutnění dané betonové směsi;
— pro rovnoměrné zhutnění betonové směsi je nutná rovnoměrná intenzita vibrací. Toho je dosaženo optimální dobou trvání vibrací a umístěním vibrátoru.
Požadavky na materiály. Bylo by chybou se domnívat, že směs lze dostatečně zhutnit bez ohledu na její složení. Účinnost vibračního zhutňování (např. akční rádius a produktivita, útlum, stratifikace) závisí do značné míry na složení a konzistenci směsi. Vibrační zhutňování proto klade další nároky na zhutnitelnost směsi.
Meze konzistence závisí na excitační energii vibrátoru – mezi V1 (velmi vysoká excitační energie) a V3 (nízká excitační energie). Je nesmírně důležité optimálně sladit výkon vibrátoru a konzistenci směsi, protože i velmi výkonný vibrátor dokáže efektivně zhutňovat pouze směsi s indexy plasticity V= do 1,15. Pro ještě tužší směsi je nutná přídavná hmotnost. Na druhou stranu kvůli rostoucímu riziku delaminace musí mít směs zhutněná vibrátory index plasticity minimálně 1,18 (konzistence V3). Optimální hodnoty V jsou v rozmezí 1,25–1,35.
Obsah cementu a vody ve směsi by měl být takový, aby vzniklo minerální lepidlo, které dobře obalí velká zrna a přilne k nim. Přilnavost pomáhá přenášet vibrace a schopnost obalování je nezbytná pro zkapalnění směsi během vibrací. Pokud je cementová pasta příliš suchá (W/C <0,23), je směs nesoudržná, sypká a špatně zhutněná i při maximální energii vibrací nebo dodatečné hmotnosti.
Pokud je granulometrické složení plniva mezi mezními křivkami L a C, pak to vytváří příznivé podmínky pro vibrace. Odchylky v rámci velké frakce (od 8 mm) nevadí, pokud je zachována maximální velikost. Pokud je granulometrické složení na spodní hranici, pak se směsi s nízkým obsahem cementu stávají méně plastickými a jsou náchylné k delaminaci. Stejné nebezpečí vzniká v případě nespojitého granulometrického složení. Kamenivo s vysokým obsahem jemného písku a kameniva vyžaduje při zachování všech ostatních podmínek delší dobu vibrací.
Směs s velmi vysokým obsahem jemného písku a kamenné moučky má elastické vlastnosti a vzhledem k tomu, že je gumová, špatně vede vibrace, při dostatečném obsahu velkých částic je zajištěn dobrý přenos vibrací v důsledku těsného kontaktu mezi nimi. Přilnavost, vlhkost a obalovací schopnost roztoku potřebné pro efektivní vibrační zhutňování směsi jsou dány optimálním obsahem kamenné moučky a jemného kameniva.
Část kamenné moučky nebo jemného kameniva lze nahradit umělými vzduchovými bublinami, aniž by se změnila stlačitelnost. Vzduchové póry o průměru menším než 0,3 mm, které zvyšují mrazuvzdornost, se obvykle vibracemi neodstraní. Zvláště příznivě působí při vibračním hutnění použití plastifikačních přísad, které výrazně snižují vnitřní tření ve směsi.
Z výše uvedeného vyplývá:
— směsi s konzistencí V1-V3 jsou vhodné pro vibrační hutnění; Vibrační zhutňování lze zlepšit optimalizací složení směsi, což snižuje mzdové náklady na zhutňování;
— musí být dohodnuta konzistence, složení směsi a výkon vibrátoru;
— při hodnotách W/C
Spolu s těmito obecnými ustanoveními o vztahu mezi vibračním zhutňováním a složením směsi je nutné mít na paměti, že u některých metod vibračního zhutňování jsou na směs kladeny další požadavky v závislosti na tvaru výrobku, způsobu vystavení intenzitě vibrací a způsobu přenosu vibrací. Tyto otázky budou diskutovány v následujících částech.
Těsnění vnitřními vibrátory. Ponorné vibrátory se obvykle ponořují do směsi ručně, čímž dochází k přímému kontaktu, který zajišťuje dobrý přenos vibrací. Schopnost monitorovat proces zhutňování, umožňující přizpůsobení počtu bodů pronikání vibrátoru a vzdálenosti mezi nimi konzistenci směsi, vedla k použití především ponorných vibrátorů na staveništích. Jak je vidět z Obr. 47, obvykle rozsah ponorného vibrátoru závisí více na konstrukci než na době trvání vibrací. Na základě toho se doporučuje přiřadit malé vzdálenosti mezi potápěčskými místy. S tím související zkrácení doby trvání vibrací pomáhá zabránit delaminaci.
Rovnoměrného zhutnění směsi je dosaženo, když tloušťka zhutněné vrstvy a vzdálenost mezi místy, kde je vibrátor ponořen, jsou v mezích. Tyto počáteční hodnoty platí pro vibrátory se střední budicí energií. Pro velmi malé průměry hole je třeba volit menší vzdálenosti (např. vibrátor IVA 3000 s průměrem hole 38 mm vyžaduje vzdálenost mezi body ponoru m). Pouze ve výjimečných případech (při nepříznivém tvaru nebo složité výztuži) je povoleno mírné zvětšení těchto vzdáleností, což s sebou nese prodloužení doby trvání vibrací. Složení směsi však musí zajistit vysokou odolnost proti delaminaci.
Nejlepšího výsledku je dosaženo při celkové délce vibrací 20-30 s, kdy se palcát vibrátoru rychle ponoří do směsi a po krátké době působení se pomalu vyjme. Povaha výplně otvoru, když je palcát odstraněn, může být použita k posouzení možnosti zhutnění směsi tímto vibrátorem. Není dovoleno roznášet směs palcátem, protože to způsobí vytékání cementového pojiva a vytváření dutin. U nakloněných výrobků nebo bednění musí vibrace začínat od nejhlubších míst, aby se zabránilo dodatečnému sedání již zhutněných vrstev.
Hutnění pomocí plošného vibrátoru. Pro ploché prvky (betonové krytiny, podlahy, desky), které nejsou příliš silné, se používají plošné vibrátory. Pro dobré zhutnění je velmi důležité, aby vibrační paprsek přilnul ke směsi tak, aby spolu vibrovaly. Síla adheze roste se zvětšováním kontaktní plochy a frekvencí kmitů a klesá s poklesem W/C (cementová pasta se stává lepivější). Obvykle je účinná pouze tehdy, když je řezivo přitlačováno k povrchu hutněné vrstvy zatížením 3000 až 8000 Pa. Tvrdší beton zároveň vyžaduje vyšší dodatečné zatížení. Šířka paprsku by měla být dvojnásobkem tloušťky vrstvy směsi, pracovní rychlost je 0,5-2 m/min. Protože však pracovní rychlost betonových dlažeb je obvykle nastavena konstantní a neumožňuje tedy reagovat na změny konzistence, jsou nutné předběžné laboratorní studie pro výběr optimální konzistence a pracovní rychlosti.
Jak ukazuje praxe, vrstvy o tloušťce 20 cm jsou dobře zhutněny, zatímco při tloušťce 30 cm nejsou spodní zóny zhutněny dostatečně. Výztuž zhoršuje hutnění. Hloubku zhutnění lze samozřejmě zvýšit snížením tuhosti směsi a rychlosti betonové dlažby, ale tím vzniká riziko zobecnění povrchu vrstvy maltou nebo cementovou pastou. Vzhledem k možnosti delaminace se doporučuje používat pouze tuhé směsi Obsah roztokové části betonové směsi musí být omezen na limit, protože jinak vibrační deska klesne nebo se povrch obohatí roztokem a v důsledku toho se sníží opotřebení a mrazuvzdornost. Z toho vyplývá, že vibrační nosník lze instalovat přímo na povrch vrstvy pouze s tuhou směsí konzistence (V>1,26), a u plastových směsí se musí pohybovat po kolejnicích nebo bednění Hrubozrnné spojité plnivo (granulometrická křivka složení A) usnadňuje přenos vibrací. Je důležité si uvědomit, že pokud je zhutnění příliš velké, některé vzduchové póry uměle vnesené do povrchu vozovky jsou opět odstraněny, což má za následek snížení mrazuvzdornosti a odolnosti betonu vůči působení solí.
Těsnění externím vibrátorem. V případě složitých, malých a vysokých konstrukcí, stejně jako s vysokou hustotou výztuže, kdy není možné zavést vnitřní vibrátor, se používají příložné vibrátory. Vzhledem k tomu, že vibrátor, bedna a betonová směs musí vibrovat společně, jsou vyžadována pevná upevnění. U forem a bednění je kritický počet otáček v oblasti rezonanční frekvence při spouštění a vypínání vibrátorů nebezpečný, protože může vést k poškození forem a vrstvení směsi. V poslední době byly vibrátory rekonstruovány tak, že vibrace začínají až po odeznění kritického počtu otáček.
Typ vibrátorů, jejich počet a vzdálenost mezi nimi by měly být nastaveny (pro daný výrobek) na základě jejich akčního poloměru a spolu s konzistencí směsi hraje roli typ a tuhost bednění. Zpravidla je zvolená vzdálenost 1,5-2,5 m Doporučená hloubka působení jednostranného vibrátoru je 20-30 cm a oboustranného vibrátoru – 70 cm, protože přenášená vibrační energie není příliš vysoká, na rozdíl od povrchových vibrátorů se zde doporučují betonové směsi plastičtější konzistence (od V2 do V3). Na bednění by se měl vytvořit mazací film. Z toho vyplývá nutnost použití směsi s vysokým obsahem roztokové složky (jako u betonové směsi dodávané čerpadlem) a s nepříliš velkým kamenivem (křivka B). Vzhledem k tomu, že při použití příložných vibrátorů nelze vizuálně posoudit účinek zhutnění, často se ve stavebnictví jako dodatečné opatření používá směs s vyšší plasticitou, než je požadována. V důsledku toho se zvyšuje riziko delaminace. Nutnost použití směsí plastické konzistence a s vysokým obsahem roztokové části při hutnění příložnými vibrátory vede ke zvýšené spotřebě cementu.