Obrábění kovů – technické vlastnosti
Ruční nůžky na kov jsou nutné pro stříhání plechů o tloušťce 0,3 až 2 – 3 mm. Svým provedením je takový nástroj klasifikován jako kleště a má dvě páky, čelisti a závěs.
Takové nůžky mají horní závěs, který má nadměrnou pevnost, protože pracovní prvek v nich, čepele vystavené značnému zatížení, nejsou tak spolehlivé. A maximální síla na pant má limit, pokud nepoužíváte nůžky s hutnějším kovem. Část zátěže, která u jiných typů kleští prochází závěsem, navíc nesou čepele, které k sobě na velké ploše těsně přiléhají.
Za druhé, rukojeti takových nůžek jsou buď rovné, nebo rovné s ohybem na jednu stranu. To je způsobeno tím, že se při práci s nástrojem používají dvě ruce.
Za třetí, průměrné zatížení takového nástroje je větší než u jiných nástrojů pro obrábění kovů. Proto je lepší použít vícečlánkové závěsy, které snižují sílu potřebnou k proříznutí materiálu. Kromě toho se snižuje nejen únava obsluhy, ale také se zvyšuje přesnost řezání. Proto se možnosti s vícečlánkovým závěsem začínají stávat populárnějšími než standardní modely s jednoduchým závěsem.
Každý model nůžek se svou konstrukcí používá pro ten či onen typ stříhání. Podívejme se na hlavní typy řezů:
- Ořezávání rohů;
- Řezací zářezy;
- Odřezávání otřepů;
- Levý řez;
- Pravý řez;
- Přímý průchod;
- Levý otvor vyříznutý;
- Pravý výřez otvoru.
První tři skupiny nekladou zvláštní požadavky na tvar lopatek. Lze je s úspěchem provádět jakýmikoli nůžkami, jak rovnými, tak určenými pro pravostranné nebo levoruké stříhání, ať se děje cokoliv. Řezání otvorů a přímé průchozí řezy nutně vyžadují rukojeti zvednuté nad čepelemi a při provádění pravého nebo levého řezu takové rukojeti, ne-li naprostou nutností, značně usnadňují práci.
Vysoké odolnosti ostří je dosaženo nejen kováním polotovarů a tepelným zpracováním, ale také použitím poměrně velkých úhlů ostření. Někdy se na břitu aplikuje zářez, jehož účelem je zabránit pohybu nožů do strany. V každém řezném bodě se síla postupně zvyšuje. Nejprve se do plechu vyřízne zářez a jakoby zafixuje a teprve poté se aplikuje hlavní řezná síla, která je vždy asymetrická, ale zářez již neumožňuje sklouznutí čepele do strany.
Vratné pružiny, stejně jako u většiny ostatních typů kleští, značně usnadňují práci, ale pouze pokud pracujete jednou rukou. Při práci dvěma rukama nejsou potřeba. Z tohoto důvodu jsou vybaveny především variantami s víceprvkovými panty a nejmenšími klasickými. Ty klasické využívají běžnou spirálovou pružinu. Vícečlánkové modely často používají úponkovou pružinu.
Rovně střižené nůžky
Při stříhání tímto způsobem musíte „stlačit“ nůžky mezi poloviny plechu. Konstrukce se k tomu docela hodí díky širokému spodnímu břitu, který zabraňuje ohnutí levé poloviny plechu dolů, a vybrání pod pantem, kterým prochází levá strana stříhaného plechu.


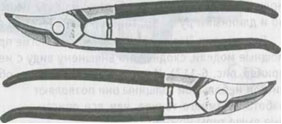
Nůžky pro přímé stříhání lze vyrobit ve dvou variantách: levé a pravé. Je to dáno tím, že střih materiálu není symetrický a jsou chvíle, kdy je vhodnější použít pravořezné nůžky. Většina modelů s rovným střihem je dodávána ve specifikaci pro leváky, takže jsou vhodnější pro praváky.

Trochu jiná designová verze nůžek potřebných pro přímé (levé) stříhání s vícepákovým závěsem.
Rovně střižené nůžky
Často se používá pouze pro první tři typy prací: ořezávání rohů a otřepů a řezání prohlubní. Jejich konstrukce je jednodušší než u prořezávacích nůžek.


Nůžky se od sebe liší pouze čepelí. Široké čepele jsou preferovány kvůli jejich vysoké pevnosti a nůžky s takovými čepelemi jsou obvykle k dispozici v několika velikostech a podle toho i v různých střižných schopnostech. Úzké břity jsou nezbytné pro práci na těžko přístupných místech. Každý výrobce takové nůžky většinou nabízí pouze v jedné velikosti.
Nůžky pro levé a pravé zakřivené střihy
Liší se poměrně užšími asymetrickými čepelemi. Jsou navrženy tak, že jedna strana řezaného plechu se ohne směrem od linie řezu.
Okusovači
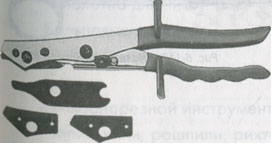
Vždy vybaveno víceprvkovým kloubem. Čepele jsou vyrobeny z uhlíkové oceli. Přednost by měla být dána těm modelům, které jsou dodávány s vyměnitelnými čepelemi. Řezná kapacita – až 1,2 mm nízkouhlíkové oceli. Používá se pro zakřivené řezání.
Nůžky na řezání otvorů
Vyznačují se rukojetí zvednutými vysoko nad rovinu řezu. Jsou k dispozici také v pravém a levém střihu. Lze použít pro pravé i levé zakřivené střihy místo nůžek.
Nůžky s vysokou řeznou kapacitou

Používá se pro řezání silných plechů do 3 mm. Řeznost všech výše uvedených modelů nepřesahuje 1,5 mm nízkouhlíkové oceli s pevností v tahu cca 50 kg/mm2. Takové nůžky zpravidla nemohou stříhat silnější plechy. Pro řezání plechů do tloušťky 3 mm se používají speciální zesílené modely vybavené nejen vícepákovým závěsem, ale také dlouhými rukojeťmi pro usnadnění řezání.

V kategorii “Nůžky na kov” nabízí řada výrobců i méně výkonné modely, vzhledově podobné lékařským nůžkám. Jejich řezná schopnost obvykle nepřesahuje 0,4 mm, ale s plechem o malé tloušťce umožňují pracovat mnohem přesněji než všechny výše popsané typy nůžek.
Účel, použití, posloupnost operací. Řezání kovů je operace dělení kovu na části. V závislosti na tvaru a velikosti obrobků nebo dílů se stříhání provádí ručně (ručními nůžkami, ručními pilami na železo, pákovými nůžkami) nebo mechanicky (pomocí mechanických pil na železo, kotoučových pil atd.). Kulaté obrobky jsou tedy řezány ručně ruční pilou a mechanicky – na speciálních strojích. Podstatou procesu řezání nůžkami je oddělování částí kovu pod tlakem řezných nožů. List určený k řezání se umístí mezi horní a spodní nože. Horní nůž, spouštěcí, tlačí na kov a řeže jej. Úhel ostření čepele závisí na tlaku, kterému čepel působí. Čím tvrdší kov, tím větší je úhel ostření ostří: pro měkké kovy je to 65°, pro středně tvrdé kovy 70-75° a pro tvrdé kovy 80-85°. Aby se snížilo tření mezi čepelemi a řezaným kovem, je jim dán malý úhel hřbetu 1,5-3°.
Nástroje a příslušenství pro řezání. Ruční řezání kovu lze provádět ručními nůžkami nebo ručními pilkami.
Runové nůžky s rovnými a zakřivenými řeznými čepelemi se používají pro řezání ocelových plechů o tloušťce 0,5-1,0 mm a plechů z neželezných kovů – do 1,5 mm. Podle umístění ostří čepele se ruční nůžky dělí na pravé a levé. U pravých nůžek je zkosení střižné části poloviny na pravé straně a u levých nůžek na levé straně. Délka nůžek 200; 250; 320; 360 a 400 mm a řezná část (od ostrých konců po závěs) je 55-65; 70-82; 90-105; 100-120 a 110-130 mm. Dobře nabroušené a seřízené nůžky by měly papír stříhat.
Ruční pila se skládá ze dvou hlavních částí – pilového listu a speciálního rámu, ve kterém je list pily umístěn. Tento rám se nazývá rám nebo rám. Existují dva typy rámů – pevné a posuvné. Posuvné rámy jsou pohodlnější, protože umožňují instalaci pilových listů různých délek. Rám má na jednom konci stopku s rukojetí a pevnou hlavou a na druhém je pohyblivá hlava a napínací šroub s křídlovou maticí pro napínání pilového listu. Hlavy mají štěrbiny a otvory pro zajištění pilového listu. Pilový list se vkládá do rámu následovně. Jeho konce jsou umístěny ve štěrbinách hlav tak, aby zuby čepele směřovaly pryč od rukojeti a aby se otvory na koncích čepele a otvory v hlavách shodovaly. Poté se do otvorů zasunou čepy a zašroubováním křídlové matice se látka napne. List pily na železo by neměl být příliš utažený, ale ani příliš volný. Natažené plátno se může během provozu zlomit při sebemenším zkreslení nebo bočním pohybu. Volně napnutá čepel se během provozu ohýbá, což může způsobit zlomení.
List pily na železo je tenký a úzký pásek se zuby na spodním okraji. Zuby mají ostrý úhlový tvar. Pilové kotouče pro řezání kovů různé tvrdosti a houževnatosti mají různé úhly zubů: úhel čela se pohybuje od 0-12° a zadní úhel se pohybuje od 30-35°. Rozteč zubů závisí také na vlastnostech řezaného kovu: pro měkké a houževnaté kovy (měď, mosaz) t = 1 mm, pro tvrdé kovy (ocel, litina) t = 1,5 mm, pro měkkou ocel t = 2 mm. Pro kovoobráběcí práce obvykle používají pilový list o rozteči 1,5 mm, ve kterém je 25 zubů na délce 17 mm. Při řezání pilkou na železo přicházejí do kontaktu s kovem současně alespoň 2-3 zuby. Aby se zabránilo sevření pilového listu v kovu, jsou zuby od sebe oddělovány pomocí:
- jednoduchý rozvod – každé dva sousední zuby jsou ohnuté v opačných směrech o 0,25-0,6 mm;
- zvlněná sada: s malou roztečí zubů jsou 2-3 zuby umístěny vpravo a 2-3 zuby vlevo; při prostředním kroku se jeden zub posune doleva, druhý doprava, třetí se nepohne; s velkým krokem se jeden zub posune doleva a druhý doprava, jako u jednoduchého rozvodu. U takové sady zubů se zvlnění tvoří, protože spolu s ohnutými zuby zachycují na své základně trochu kovu.
Kotouče pro ruční pily se vyrábí v délkách od 150 do 400 mm, šířkách od 10 do 25 mm a tloušťkách od 0,6 do 1,25 mm. Materiálem použitým na čepele je cementovaná měkká ocel ve formě za studena válcovaného pásu, uhlíková nástrojová ocel U12 a také legovaná ocel – wolfram a chrom. Pilové listy jsou kalené na vysokou tvrdost.
Mechanizované řezání se provádí pomocí mechanických, elektrických a pneumatických pil a nůžek, kotoučových pil a dalších univerzálních nebo speciálních zařízení.
Ocasky (motorové pily) se používají pro řezání dlouhých a profilových kovů. Pilka na železo 872A (obrázek níže), která má elektrický a hydraulický pohon, je určena pro řezání kovových obrobků kruhového a čtvercového průřezu. Chyba zpracování na takovém stroji je ± 2 mm, třída drsnosti zpracování je třetí.
Pila na železo 872A

1 – lůžko; 2 – důraz; 3 – tabulka; 4 – list pily na železo; 5 – rámy pil; 6 — rukáv; 7 – spínač; 8 — tlačítko (start-stop); 9 – strojní svěrák
Řezání pásové, čtvercové, kruhové, úhlové oceli a trubek ruční pilou. Při zahájení řezání ruční pilkou se postavte před svěrák napůl otočený (vzhledem k čelistem svěráku nebo ose opracovávaného předmětu). Levá noha je položena mírně vpřed přibližně podél linie řezaného předmětu a tělo je o ni podloženo. Pilka se bere do pravé ruky tak, že rukojeť pily spočívá na dlani a palec je nahoře na rukojeti; zbývající čtyři prsty podpírají rukojeť zespodu. Levou rukou uchopte přední konec rámu pily na železo. Při řezání je pila držena především ve vodorovné poloze a pohybuje se s ní plynule, bez trhání. Normální délka otáčení pily na železo je alespoň 2/30 délky listu pily na železo; pak bude fungovat téměř celé plátno a nejen jeho střed. Pila na železo se používá rychlostí 60 až 30 dvojitých zdvihů (vpřed a vzad) za minutu. V závislosti na tvrdosti kovu se při řezání tvrdé oceli provádí až 40 dvojitých zdvihů za minutu, při řezání středně tvrdé oceli – od 50 do 50 zdvihů za minutu, měkké oceli a litiny – od 60 do XNUMX zdvihů za minutu minuta.
Při pohybu vpřed musíte na pilu tlačit; Během zpětného zdvihu byste jej neměli stisknout. Síla tlaku na pilu závisí na tvrdosti kovu a ploše řezaného povrchu. Tvrdé kovy vyžadují větší tlak na pilu než měkké kovy. Normální tlak odpovídá přibližně 1 kg na 0,1 mm tloušťky čepele. Na konci řezání se tlak uvolní.
Ruční pila na železo se nejčastěji používá bez chlazení. Pro snížení tření ostří o stěny řezu použijte hustý lubrikant vyrobený ze sádla nebo grafitové masti (2 díly sádla a 1 díl grafitu). Toto mazivo zůstává na pilovém kotouči dlouhou dobu.
Během řezání se list pily na železo někdy pohne do strany, což způsobí drolení zubů nebo zlomení kotouče. Posunutí čepele může způsobit řez na řezaném předmětu, který má nekolmý směr k okrajům součásti; slabé napětí ostří nebo neschopnost pracovat s pilou na železo. Pokud se kotouč pohne, měli byste začít řezat na novém místě: na opačné straně neúspěšného řezu. Pokus o narovnání takové štěrbiny na stejné straně řezu vede ke zlomení čepele. Zuby pilového kotouče se také lámou, pokud jsou nesprávně kalené, v důsledku příliš velkého tlaku na pilu, zejména při řezání úzkých obrobků, jakož i při usazování cizích pevných nečistot v řezaném kovu. Pokud se zuby zlomí, neměli byste s touto pilkou dále pracovat, protože sousední zuby se mohou zlomit a všechny ostatní se rychle otupí. Pro obnovení řezné schopnosti pily na železo, jejíž zub se rozpadl, je nutné odbrousit dva nebo tři sousedící zuby na ostřičce nebo brusném kotouči. Po odstranění zaseknutých zbytků zlomeného zubu pily ze slotu pokračují v práci s obnoveným kotoučem.
Pokud se starý, opotřebovaný pilový list během řezání zlomí, neměli byste pokračovat v práci s novou pilou, protože se nevejde na předchozí místo řezání. Po otočení produktu začnou řezat na jiném místě. Pokud z důvodu pracovních podmínek není možné výrobek otočit, je nutné rozšířit rozběhnutou drážku oříznutím novým pilovým kotoučem.
Stříhání plechu ručními nůžkami, řezání trubek řezačkou na trubky. Při stříhání plechu se nůžky drží v pravé ruce, uchopují rukojeti čtyřmi prsty a přitlačují je k dlani; Malíček je umístěn mezi rukojetí nůžek. Zaťatý ukazováček, prsteníček a prostředníček uvolní, malíček napřímí a svým úsilím posune spodní rukojeť nůžek do požadovaného úhlu. Uchopte arch levou rukou a vsuňte jej mezi řezné hrany, přičemž horní čepel nasměrujte přesně do středu značkovací linie, která by měla být při řezání viditelná. Potom zmáčknutím rukojeti všemi prsty pravé ruky, kromě malíčku, řežou. Stříhání pravými nůžkami se provádí ve směru hodinových ručiček, levými nůžkami – proti směru hodinových ručiček. Stříhání plechu v přímce a po křivce (kruhy a oblouky) bez ostrých zatáček se provádí pravotočivými nůžkami. Pro rovné stříhání kovu malé tloušťky se používají ruční nůžky, jejichž jedna rukojeť je upnutá ve svěráku.
Při řezání trubek se vyžaduje, aby rovina řezu podél řezu byla kolmá k ose trubky (kromě případů, kdy je vyžadováno zkosení), a okraj by měl být čistý, bez vnějších a vnitřních otřepů. Vnější otřepy mohou znesnadnit řezání závitů a vést k poškození řezného nástroje, vnitřní otřepy mohou zúžit průchod potrubí a pokud je jich mnoho, zvýšit odolnost sítě proti průchodu dopravovaného média. . Ruční nástroje pro řezání trubek jsou pily na železo a válcové řezačky trubek. Pilka na železo řeže trubku pomaleji než řezačka trubek, ale při jejím použití nevznikají téměř žádné otřepy. Řezačka trubek pracuje rychle, ale zanechává vnitřní a vnější otřepy, které je třeba odstranit. Jakákoli řezačka trubek, bez ohledu na její konstrukci, se skládá z těla, řezných válečků čočkovitého průřezu a přítlačné části.
Pro mechanické řezání trubek existují dva typy strojů: některé pracují na principu ruční jednoválcové řezačky trubek, jejíž řeznou částí je řezací válec-kotouč, a jiné stroje mají řezačku podobnou řezačce soustruh. Malá mechanizace řezání trubek o průměru 15-50 mm se provádí pomocí univerzálního stavebního mechanismu. Mechanismus váží cca 90 kg. Je vybaven dvěma výsuvnými držadly, díky čemuž jej snadno přenášejí dva pracovníci.